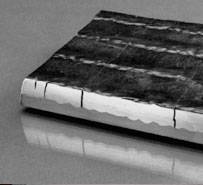
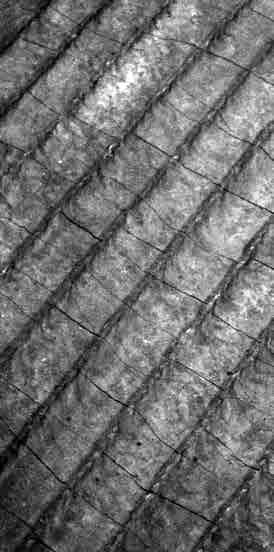
Ultra-Met chromium carbide overlay lets you cut costs by using a thinner plate. Since Ultra-Met lasts 4-6 times longer, it takes only 1/4 ̋ Ultra-Met overlay on a 1/4 ̋ base plate to equal or outperform 1 ̋ AR400F. This option reduces dead weight and increases capacity.

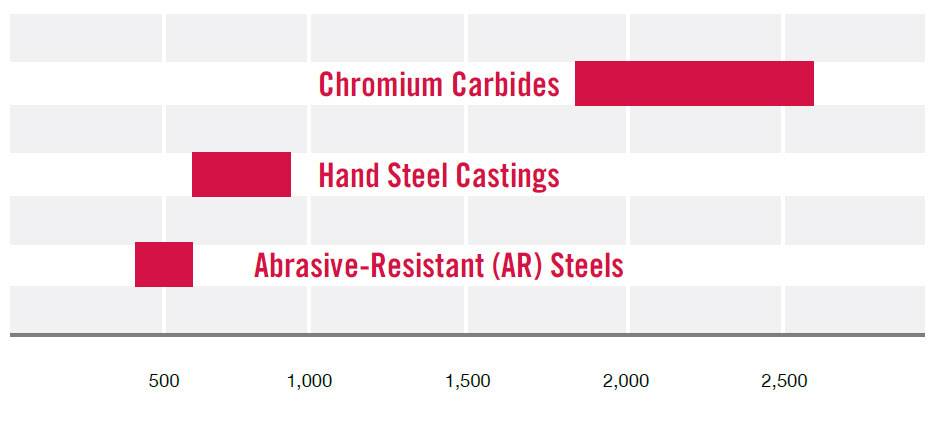
Vickers Hardness (HV)